Production muscle
Press capacity up to 4,000 tons
Hot closed die forging for complex shapes and geometries, supported by a broad press lineup, billet heating and steel cutting capacity.

Viking Forge produces tight-tolerance carbon, alloy, micro-alloy and stainless steel forgings with the engineering depth, tooling control and production capacity required for critical components.



From early design review through forged, finished and inspected parts, Viking Forge combines engineering, in-house tooling and controlled production under one roof.
Hot closed die forging for complex shapes and geometries, supported by a broad press lineup, billet heating and steel cutting capacity.
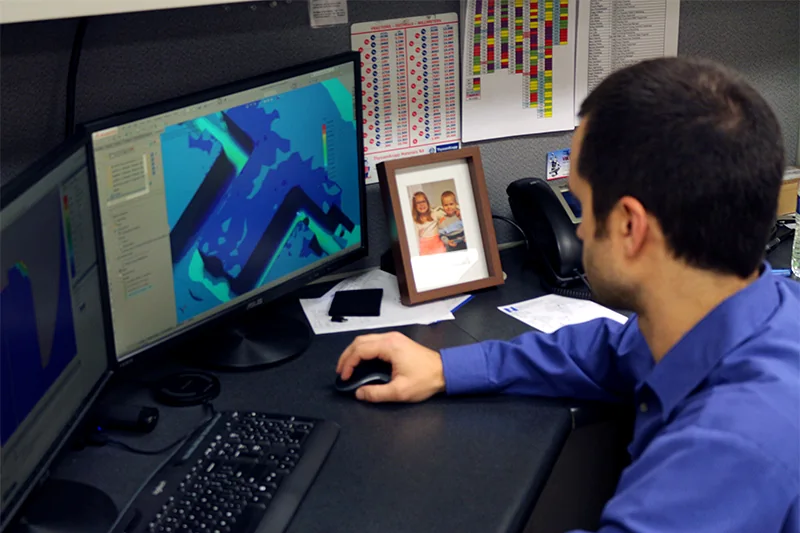
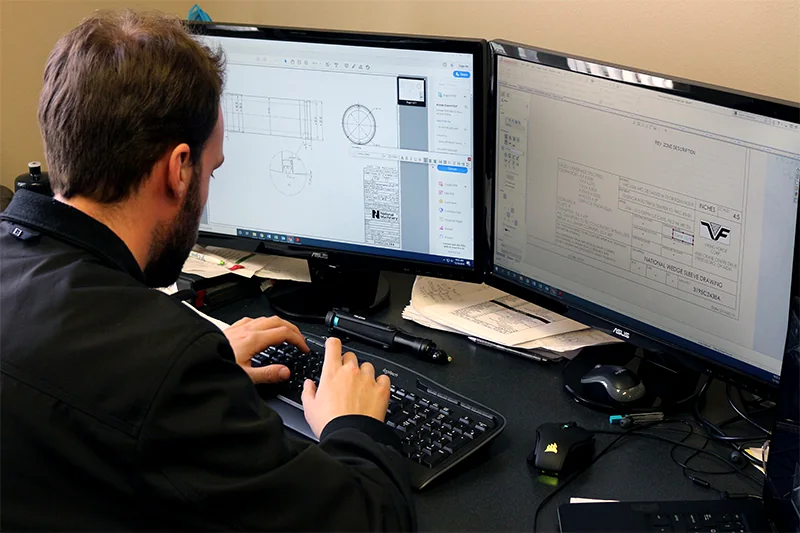
3D modeling and material flow analysis help refine part geometry before tooling spend and production launch.

Die design, CNC machining and quick-change tooling support tighter repeatability and faster transitions between part configurations.
Real Viking Forge product imagery gives buyers a fast read on part diversity, material flow, geometry and production fit.
Every step is built around repeatability, cost control and customer specifications: review the print, engineer the forging, build the tooling, forge the part, finish it and verify it.
Start with a print or part requirementPrints, material, volume, weight, geometry and application needs.
3D modeling, material flow review and manufacturability planning.
In-house die machining, inserts, interlocks and quick-change setup.
Billets heated and formed in hot closed die forging presses.
Trim, blast, machine, heat treat and prepare to specification.
CMM, scanning, hardness testing and process documentation.
CAD, finite element analysis and simulation help reduce prototyping steps, control development cost and protect lead time.

Closed die production, automated heating, cutting and finishing systems support consistent high-volume manufacturing.
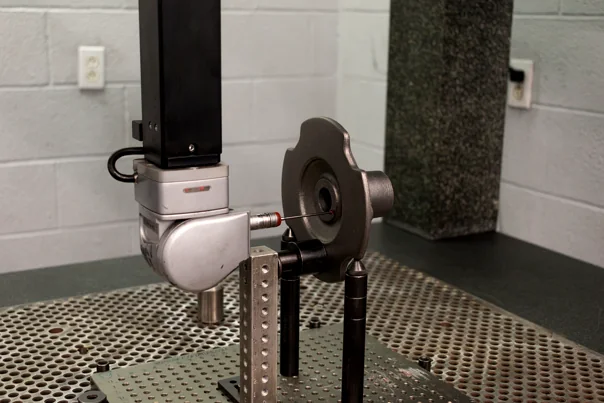
Process control, CMM inspection, FARO arm scanning and hardness testing help verify that parts meet specification.


Viking Forge’s quick-change tooling system is engineered for multiple part configurations, reduced mismatch, less stock on the forging and repeatable critical dimensions.
Viking Forge supports critical applications where strength, pressure resistance, wear resistance and internal toughness matter.

Manufacturing, steel handling, final inspection, finished goods storage and tooling are organized to support repeatable output and customer-driven requirements.
Share your part print, annual volume, material requirements and application details. Viking Forge can help evaluate the best path to a near-net forged component.